
Currently Empty: £0.00



| Quantity | Discount (%) | Price |
|---|---|---|
| 1 - 5 | — | £283.33 |
| 6 - 49 | 10 % | £255.00 |
| 50 - 99 | 15 % | £240.83 |
| 100+ | 20 % | £226.66 |
Semi-Rigid Cable Bending Tool / Bender for RG402, RG405 0.086″ / 0.141″
£283.33 Ex Vat
5 in stock
Product Description
Overview
The RFShop semi-rigid cable bender is a hand-operated precision forming tool, Australian-manufactured, designed specifically for RG402 (0.141″ OD) and RG405 (0.086″ OD) semi-rigid coaxial cable. It produces clean, fully-formed bends from 0° to 180° at each cable’s minimum recommended bend radius, preserving the cable’s characteristic impedance and RF performance through the bend.
The tool has been in production at RFShop since 2011, originally designed by David Dettmar, and is in daily use by Australian test-equipment manufacturers, microwave-assembly teams, RF labs and defence/aerospace system integrators building semi-rigid harnesses.
Key features
- 0° to 180° fully-formed bends in a single operation — no pre-stress, no work-hardening, no localised flattening of the cable cross-section
- Bend radius matches each cable’s minimum recommended radius (Ø × 2.5): 9.5 mm centre-line for RG402, 5.8 mm for RG405. Inside radius is 7.7 mm (RG402) and 4.7 mm (RG405), leaving a small margin so the absolute minimum is never exceeded
- Push and pull operation — the tool forms bends in either direction, maximising the range of complex shapes that can be built from a single cable length
- Handheld or bench-mounted — use it at the bench by hand for small batches, or clamp the integral lower platform in a vice for high-cycle assembly work
- All semi-rigid jacket materials supported — copper (the most common), stainless steel (aerospace, hermetic seals) and aluminium-jacketed (lighter-weight variants)
- ~±0.5 mm bend-point accuracy using a standard steel rule to mark the bend point
How it works
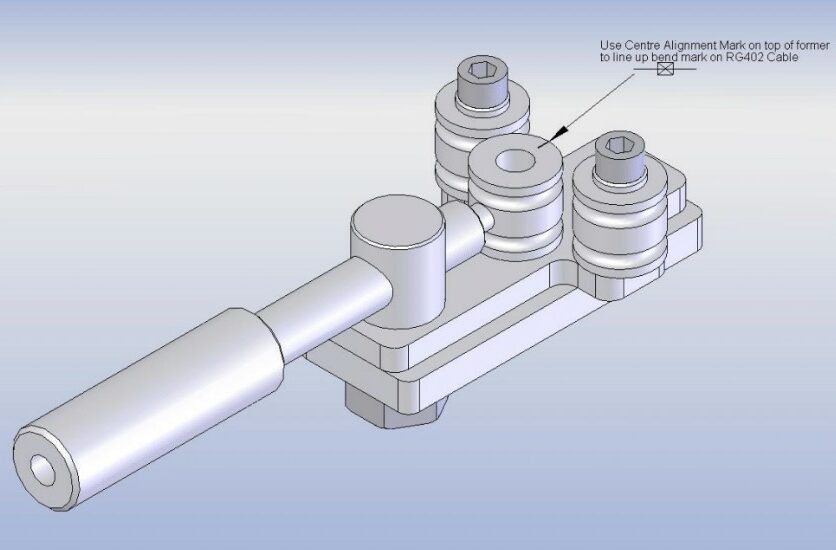
The cable is placed between a central, non-rotating grooved former and two rotating rollers. The bend point on the cable is aligned with the centre mark on the top of the former. Turning the knurled handle clockwise rotates the rollers around the former in push mode; turning it counter-clockwise works in pull mode. A small amount of spring-back is expected — operators typically go a few degrees past the target angle to land on a true 90° or 180° bend.
Brass and aluminium construction with stainless-steel screws gives the tool a long service life; semi-rigid cable work does not meaningfully wear the grooves over normal production volumes.
Why a proper bender matters
Semi-rigid coax is formed to its final shape during cable-assembly build — unlike flexible coax, it is not designed to be re-routed after installation. A bad bend deforms the outer jacket, pinches the PTFE dielectric, and shifts the centre conductor off-axis. The result is an impedance discontinuity that appears as elevated VSWR and insertion loss at the bend, usually localised to specific frequency bands. On a 20 GHz test-equipment cable run, a single kinked bend can cost several dB. A proper forming fixture eliminates this and produces consistent, repeatable results across a batch of assemblies.
Supported cable
- RG402 — 0.141″ (3.58 mm) overall diameter, 50Ω semi-rigid coax, used to ~20 GHz. Also designated UT-141. Tool forms bends at 9.5 mm centre-line radius.
- RG405 — 0.086″ (2.2 mm) overall diameter, 50Ω semi-rigid coax, used to ~40 GHz. Also designated UT-85. Tool forms bends at 5.8 mm centre-line radius.
- Both copper-jacketed, stainless-steel-jacketed and aluminium-jacketed variants are supported.
Using the tool — worked example
A typical job is a U-shaped RG402 cable assembly with SMA plugs on both ends, connecting two SMA jacks mounted in the same plane 50 mm apart.
- Distance between bend points = distance between connectors − cable OD = 50 − 3.6 = 46.4 mm (rounded to 46.5 mm).
- Add 2 × the required parallel-section length (minimum 19 mm per side) to get the cut length: 46.5 + (19 × 2) = 84.5 mm.
- Cut the RG402 to 84.5 mm with a junior hacksaw, deburr both ends, and mark the bend points 19 mm from each end with a fine marker.
- Load the cable into the tool, aligning the first bend mark with the centre mark on top of the former. Rotate the handle to 90° (plus a degree or two to compensate for spring-back). Release, re-load for the second bend, and complete.
- Strip, point the centre conductor, and solder SMA plugs to each end.
For connectors mounted in different planes, add the plane offset to the cut length and to one of the bend-point marks.
Excel bend calculator
For assemblies with tighter tolerances than the rule-of-thumb formula gives, download our Excel bend calculator: rfshop.co.uk/cablebend.xls. It accounts for the exact tool geometry and produces cut-length and bend-point figures correct to a fraction of a millimetre.
Typical users
- RF and microwave test-equipment manufacturers building custom internal cable harnesses
- Amplifier, filter and phased-array assembly teams routing RG402 / RG405 between modules
- Defence, aerospace and space-qualified system integrators
- University RF labs and research groups building one-off test fixtures
- Semi-rigid cable-assembly houses producing small to medium batches
UK stock, dispatch and certification
Held in UK stock. Same-day dispatch for orders received before 12pm.
Tool originally designed by David Dettmar. Instruction document by Peter Martin (2011, revised 2021).
| Weight | 0.1 g |
|---|















